 +421 32 2856 501
+421 32 2856 501
Our company offers the following models:
- SA-11 - Calibers range 76 ÷ 155 mm
- SA-12 - Calibers range 60 ÷ 105mm
- SA-14 - Calibers range 60 ÷ 120mm
- SA-15 - Calibers range 76 ÷ 155mm
- For the Family line SA-5, SA-7, SA-8 and SA-10 we provide service and sprare parts.
FILLING OF AMMUNITION BY THE METHOD OF SCREW EXTRUSION
Screw extrusion is a highly efficient technology for filling of HE artillery ammunition as well as mortar bombs. This method is performed by hot screw and is based on continual pressing of explosive material layer by layer inside the shell cavity. The processed material keeps its primary properties which is the essential requirement to ensure constant quality of explosive charge.explosive charge.
BASIC SPECIFICATION
- Calibers range 60 ÷ 155mm
- Artillery shells & mortar bombs filling
- Explosive substance:
- TNT flakes as per MIL-T-248 C Type 1 or GOST V.7059-73
- TNT/RDX (50/50) granules
TABLE OF ACHIEVED DENSITIES
| DENSITY OF TNT CHARGES – WITHOUT PREHEATING OF THE SHELL BODY (60MM – 100MM) | |
| Average density of the entire charge - minimum | 1,48 g/cm3 |
| DENSITY OF TNT CHARGES – WITH PREHEATING OF THE SHELL BODY (105MM – 155MM) | |
| Average density of the entire charge - minimum | 1,51 g/cm3 |
| DENSITY OF TNT/RDX (50/50) CHARGES – WITHOUT PREHEATING OF THE SHELL BODY (60MM – 100MM) | |
| Average density of the entire charge - minimum | 1,53 g/cm3 |
| DENSITY OF TNT/RDX (50/50) CHARGES – WITH PREHEATING OF THE SHELL BODY (105MM – 155MM) | |
| Average density of the entire charge - minimum | 1,54 g/cm3 |
ADVANTAGES OF FILLING AMMUNITION BY SCREW EXTRUSION METHOD
- Very efficient and short time of filling.
- Screw extrusion filling machine is placed in the bunker and works without the presence of operators to secure high level operational safety.
- The state of explosive charge immediately after the filling process allows to continue in other operations.
- It is not required quality control by X-Ray system. This method uses divided bodies for quality control.
- It is not necessary to change the state of explosive substance from solid to liquid phase and vice versa.
- Manufacturing process is continuous so, it is not necessary to collect big amount of filled shells in the production area.
- The screw extrusion process involves filling and milling the fuse cavities which is performed simultaneously.
- Screw extrusion filling machine is universal for filling caliber range from 60mm up to 155mm and in very short time can be re-adjusted for filling the different type of shell.
- The explosive charge has a specific structure which is low defect-prone like bubbles, cracks or other quality defects
- The explosive charges have very good capability of initiation from fuse and do not require boosters or supplementary charges.
- Low investment expenses for the installation of screw extrusion filling machine.
- Screw extrusion filling machine has low demands for utilities (electricity, steam, water, pressed air).
- Attendance of screw extrusion filling machine requires minimum number of workers.
- The technology of screw extrusion filling is environmentally friendly. It produces minimal amount of waste which can be reused.
QUALITY CONTROL
The quality and structure of explosive charges is checked by divided and volumetric bodies. The divided bodies have the same cavity shape as regular bodies. During the production process, the divided and volumetric bodies are included into each lot in a certain order according to the technological instruction. After filling, the cooled divided bodies are disassembled and explosive charges are removed from the divided bodies for further control. Explosive charges obtained from the divided bodies are cut into two halves. One half is used for density control, the other half is used to check the structure and quality of the explosive charge. The rules for evaluating the quality of explosive charges and measuring the density are described in the technological documentation supplied with the machine.
 |
| Arrangement of Divided shells into the production LOTs. |
 |
| Illustration of Divided shell principle and Explosive charge evaluation. |
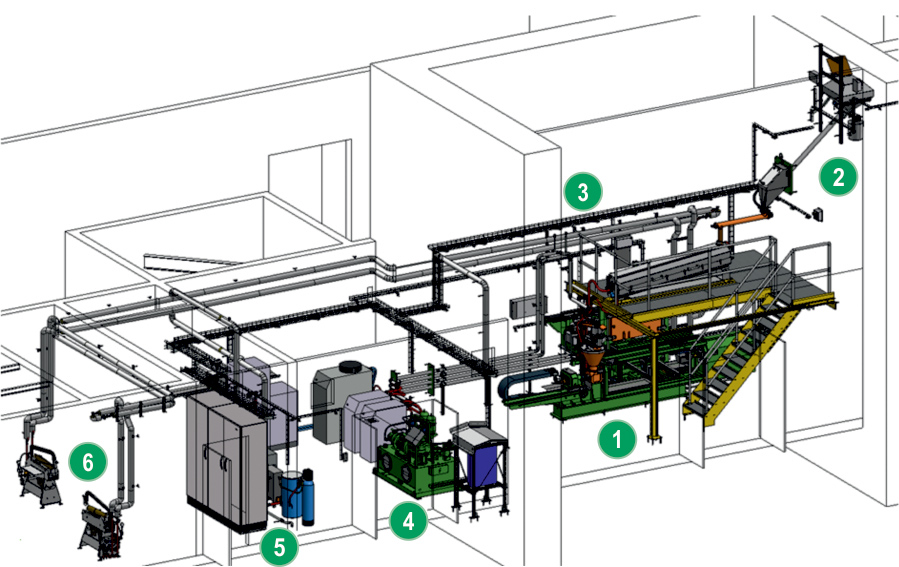
LAYOUT OF FILLING PLANT
 |
|
Basic data for implementation of screw extrusion filling machine
|
Rooms Designation 1 - Filling Bunker |
 |
|
| Illustrative overall view on filling plant | |
Rooms Designation 1 - Filling Bunker |
|
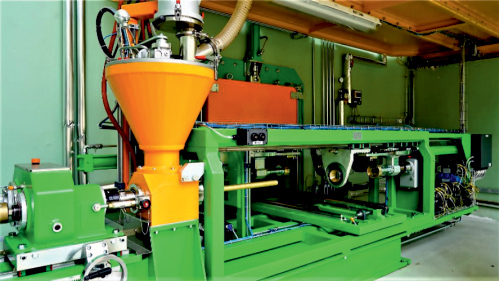
SA-11 SCREW EXTRUSION FILLING MACHINE
It is specially designed for filling large caliber HE ammunitions with regard to high variability, efficiency and product quality. Operational safety is one of the high standards of our design that diversifies this product to the top line on the market. In addition to the main feature - filling in a safe environment, the fuze cavity milling is performed simultaneously within the same operating cycle in order to achieve higher effectivity.
SPECIFICATION
|
FEATURES
|

Sections of the filled artillery shells
 |
 |
OPTIONS IN SHELL HANDLING SYSTEM (SHS)
OPTION 1MANUAL SHELL HANDLING SYSTEM
|
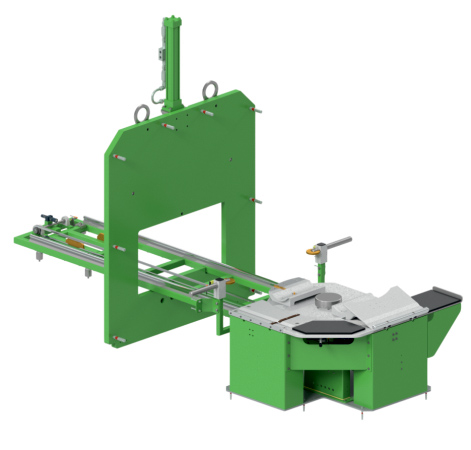 |
| Illustration of Manual Shell Handling System | |
OPTION 2SEMI - AUTOMATIC SHELL HANDLING SYSTEM
|
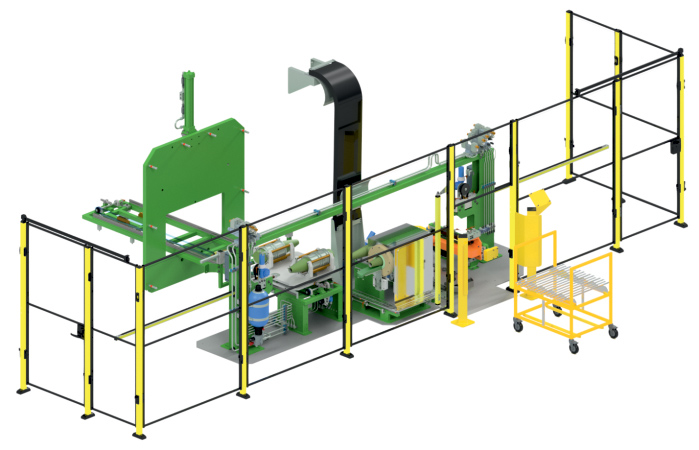 |
| Illustration of Semi-automatic Shell Handling System |
SA-11 CAPACITY OF AMMUNITION FILLING
|
ENERGY CONSUMPTION
|
|
 |
 |
|
| (1) Because of continual development and improvement of our systems, mentioned values are valid for models available in the year 2019, real capacity depends on actual system configuration | (2) Masured in steady state continual production, values are informative, depends on machine configuration | |
OTHER REQUIREMENTS
|
|
|
 |
||
| (3) Water may be recycled, not contaminated, for pressurizing and cooling of heating circuits. |
SA-14 SCREW EXTRUSION FILLING MACHINE
It is designed for high-capacity filling of medium caliber HE artillery shells and mortar bombs by the method of screw extrusion. The design of the machine is focused on variability, efficiency, operator´s comfort and product quality. Operational safety is one of the cornerstones of design. In addition to the filling, the fuse cavity is performed simultaneously within the same operation cycle.
SPECIFICATION
|
FEATURES
|
 |
 |
 |
SA-14 CAPACITY OF AMMUNITION FILLING FOR DIFFERENT TYPE OF SHELLS
 |
 |
| (1) Because of continual development and improvement of our systems, mentioned values are valid for models available in the year 2019, real capacity depends on actual system configuration | |
OTHER REQUIREMENTS AND PARAMETERS |
|
 |
|
| (2) Because of continual development and improvement of our systems, mentioned values are valid for models available in the year 2019, real capacity depends on actual system configuration |